ООО
«Кранмонтаж»
Юридический адрес: Р0ССИЯ, г. Москва,
109202, Перовское шоссе
Фактический адрес:109202, Перовское шоссе
тeл.
8-901-534-90-90
Восстановление крановых колес и
других крупногабаритных деталей
Лицензия № 484 на применение
знака соответствия на восстановление и упрочнение крановых колес.
Большой
производственный опыт и современные научно-исследовательские
разработки позволили в
короткие сроки освоить высокие технологии дуговой сварки и
наплавки,
наплавки плавящимся электродом, а также
плазменной наплавки.
Одно из
направлений деятельности
ООО «Кранмонтаж»
-- восстановление крановых колёс.

|
Восстановленные наплавкой крановые колёса соответствуют техническим
условиям РТМ № 70.0009.003 - 82,
№ 70.0009.036 - 84 и № 70.0009.011 – 83, ГОСТ 12.2019 - 86 на
восстановление изношенных поверхностей, разработанных во ВНИИТУВИД "Ремдеталь". |
Компьютерное проектирование режимов наплавки позволило освоить специальные
способы плазменной наплавки, обеспечивающие
получение качественных покрытий и
снижение тепловложений в деталь.




Валы
небольшого диаметра перед наплавкой
локально подогревают плазмотроном в сечении заходного витка до температуры предельного теплонасыщения (600-800°С).
Температура по фронту дуги сохраняется
стабильной по ходу всей наплавки, что
гарантирует неизменную глубину
проплавления, постоянный состав и свойства покрытия. Предварительный
локальный подогрев уменьшает на 50-60% мощность дуги, необходимую для
проплавления основы на ширину
наплавляемого шва.



При
постоянной глубине наплавочного шва и
уменьшения тепловложений валы не
изгибаются и отпадает необходимость в их
правке после наплавки.
В
режиме предельного теплонасыщения
наплавляются разного рода валики (ротора
турбокомпрессора, водяного насоса и т.п.)
плунжеры, шторки, золотники
гидрораспределителей и т.п.





Для
наплавки этой группы деталей разработан
комплект плазменной наплавки КПН-2,
расчитанный на применение порошков в
качестве наплавочных материалов. Комплект
включает шкаф управления с выносным
пультом и стационарный плазмотрон с
порошковым питателем. В качестве источника
питания используется сварочный
выпрямитель ВДУ-506. В качестве вращателя обычно служит токарный
станок. Валы большого диаметра, более 50-60мм
наплавляют с поперечными колебаниями
плазмотрона. Здесь также в зоне заходного
шва можно плазмотроном предварительно
нагреть поверхность до температуры
предельного теплонасыщения. По ходу
наплавки температура по фронту наплавки
остается постоянной. Обычно при наплавке с
поперечными колебаниями
поперечный шов расширяется у края
полосы и при этом изменяется глубина
проплавления. Компьютерное
проектирование позволяет наносить
покрытие швом с одинаковой шириной и
проплавлением основы при наибольшем
термическом КПД наплавки.
Колебательный
процесс применяется также для наплавки
плоских деталей. Для колебательной
наплавки ООО «Кранмонтаж» выпускает
комплект плазменной наплавки КПН-3.
Комплект позволяет производить
наплавку с подачей одновременно в
плазменную дугу проволоки порошка.
Возможна подача в дугу только проволоки
или порошка. Применение малоуглеродистой
проволоки существенно сокращает затраты
на расходные материалы при нанесении
покрытий большей
толщины. Наплавочная головка снабжена
поворотным механизмом, позволяющим
изменять угол наклона плазмотрона
относительно наплавочной детали, что
необходимо, например, при наплавке
галтелей коленчатых валов.
Отличительной
особенностью плазменной наплавки
является ее высокая гибкость. Скорость
наплавки может изменяться от 0,5м/мин до 25 м/мин,
мощность дуги от 10А до 300А. Широкий
диапазон режимов позволяет наносить
покрытия от 0,1 до 3,0 мм на сторону.
АО
«Полема» предлагает широкий ассортимент
металлических порошков для нанесения
плазменных покрытий стойких к различным
видам механического износа, химической
коррозии и высоким температурам. При малом
проплавлении основы порошки сохраняют в
покрытии исходные свойства и обеспечивают
более высокие
эксплутационные свойства по сравнению с
новыми деталями.
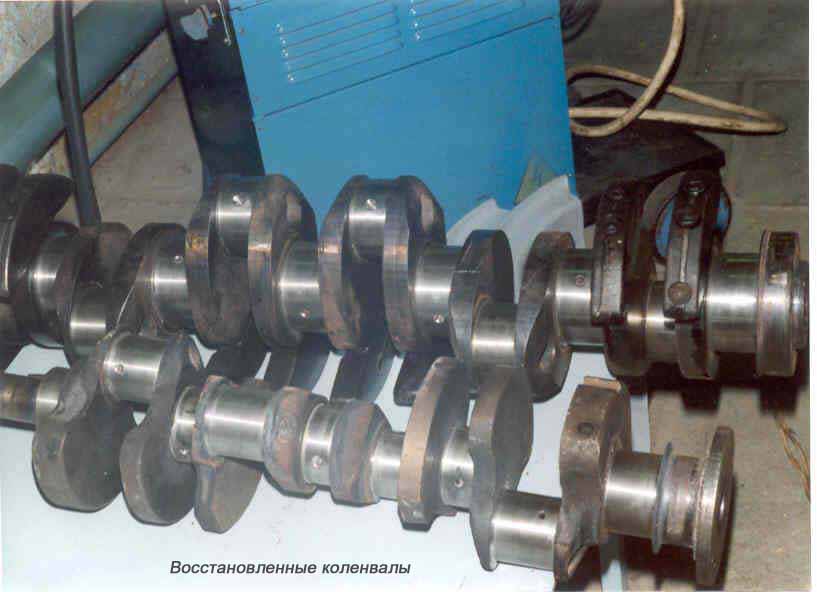
Плазменные
покрытия показали высокую эффективность
при упрочнении и восстановлении
коленчатых валов, впускных и выпускных
клапанов, распределительных валов
дизельных двигателей, деталей
гидрооборудования (втулок и валов
нефтеперекачивающих насосов, деталей
запорной арматуры, прокатных валков для
металла, пластмасс, резины и т.д.).
ООО
«Кранмонтаж» представляет заказчикам
широкий комплект услуг по внедрению и
освоению технологических процессов
плазменной наплавки включая:
1)
компьютерную разработку режимов
наплавки;
2)
разработку (при необходимости)
оборудования и оснастки;
3)
изготовление и поставку оборудования
и оснастки;
4)
монтаж, наладку оборудование
обслуживающего персонала;
5)
обслуживание оборудования в процессе
эксплуатации.
По
желанию заказчика ООО «Кранмонтаж»
может наплавить опытную партию деталей,
чтобы определить соответствие
качества восстановленных деталей
условиям эксплуатации. Как правило, детали
передаются заказчику после
полной механической обработки. До
освоения заказчиком нового
технологического процесса ООО «Кранмонтаж»
может восстанавливать детали на своих
производственных площадях.
ООО «Кранмонтаж» имеет передвижной
комплект наплавочного оборудования и
может осуществлять наплавку
крупногабаритных и тяжелых деталей
непосредственно на предприятии заказчика.
Комплект
плазменной наплавки — КПН-2
Комплект
плазменной наплавки предназначен для
нанесения покрытий толщиной от 0,1 до 0,5 мм
на сторону на детали типа-«вал» диаметром
от 10 до 200мм. Наплавку производят порошком.
В
состав комплекта входит:
1.
Выпрямитель ВДУ-506
2.
Блок управления
3.
Дистанционный пульт управления
4.
Наплавочная головка, которая включает
в себя:
а)
плазмотрон
б)
порошковый питатель
КПН-2 изготавливается
индивидуально под
заказ в течение 3-х месяцев со дня оплаты.
Комплект
плазменной наплавки — КПН-3
Комплект
плазменной наплавки предназначен для
нанесения покрытий толщиной от 0,1 до 3,0 мм
на сторону. Для наплавки деталей типа-«вал»
малого диаметра
200м с небольшим износом используют
наплавку только порошком, устанавливая на
наплавочную головку плазмотрон и питатель
для наплавки деталей типа-«вал».
При
восстановлении валов диаметром более 60мм
и с износом превышающем 0,5мм используют
способ наплавки порошком и проволокой
одновременно. Это позволяет качественно
восстанавливать дизельные коленчатые
валы (КАМАЗ, ЯМЗ-238, ЯМЗ-240, СМД-14, СМД-60,
А-01, А-41, Раба-МАН и др.)
При
восстановлении коленчатых валов
устанавливают плазмотрон и два порошковых
питателя для наплавки коленчатых валов.
В
состав комплекта входит:
1.
Выпрямитель ВДУ-506
2.
Блок управления
3.
Дистанционный пульт управления
4.
Наплавочная головка, которая включает
в себя:
а) механизм перемещения
плазмотрона
б)
плазмотрон для наплавки коленчатых валов
для
наплавки деталей типа-«вал»
в)
три порошковых питателя
г)
механизм подачи проволоки
д)
механизм колебаний плазмотрона
е)
механизм поворота плазмотрона
Наплавочная головка
устанавливается на переоборудованный
токарный станок.
КПН-3
изготавливается индивидуально
под заказ в течение 3-х месяцев со дня
оплаты.
Комплект
плазменной наплавки — КПН-4
Плазменно-порошковая наплавка кулачков распределительных валов
осуществляется комплектом КПН-4. Оснастка включает плазмотрон с порошковым питателем и колебательным механизмом, а также копирующее устройство. Последнее обеспечивает постоянную дистанцию между плазмотроном и поверхностью кулачка. Наплавка выполняется с поперечными гармоническими колебаниями плазмотрона
на всю ширину кулачка. Переменную толщину покрытия получают изменением скорости вращения распределительного вала при одновременной регулировке силы тока.
Для восстановления работоспособности распределительного вала обычно достаточна наплавка зоны износа у вершины кулачка. Наплавку полного профиля, включая цилиндрическую часа кулачка, требуют менее 5% распределительных валов. Локальное восстановление профиля намного сокращает затраты на присадочные материалы и шлифование. Небольшие тепловложения при плазменном процессе минимизируют деформацию распределительного вала. Однако из-за ассиметричного характера покрытия возможен прогиб вала после наплавки до 0,2-0,3 мм. Технологическое время наплавки одного кулачка в зависимости от степени износа составляет от 30 до 60 сек.
КПН-4
изготавливается индивидуально под заказ в течение 3-х месяцев со дня
оплаты.